
NL
Wolfraamcarbide wegfreesgereedschappen: wat ze zijn, hoe ze werken en hoe u er het maximale uit kunt halen
Industrie nieuws-Wat wolfraamcarbide wegfreesgereedschappen zijn en waarom ze ertoe doen
Wolfraamcarbide wegfreesgereedschappen - ook vaak hardmetalen freespunten, wegenschaafbits, koudfreestanden of bestratingsfrezen genoemd - zijn de afzonderlijke snijelementen die op de roterende trommel van een koudfreesmachine zijn gemonteerd. Wanneer een wegfreesmachine over een asfalt- of betonverhardingsoppervlak gaat, zijn het deze kleine maar buitengewoon harde gereedschappen met hardmetalen punten die het eigenlijke werk doen: het breken, snijden en verwijderen van het bestratingsmateriaal. Elk gereedschap is een nauwkeurig ontworpen onderdeel dat bestaat uit een stalen behuizing, een gehard stalen houder of blokconstructie en een wolfraamcarbide punt die is gesoldeerd of met een perspassing op het snijuiteinde is aangebracht. De wolfraamcarbide punt is het zakelijke uiteinde van het gereedschap: deze maakt direct contact met het wegdek en moet bestand zijn tegen de gecombineerde spanningen van stoten, schuren, samendrukken en hitte die worden gegenereerd tijdens het frezen bij trommelrotatiesnelheden die hoger kunnen zijn dan 100 omwentelingen per minuut.
De reden dat wolfraamcarbide het materiaal bij uitstek is voor gereedschapspunten voor wegfrezen is de buitengewone combinatie van hardheid en slijtvastheid. Met een hardheid van ongeveer 9,5 op de schaal van Mohs – de tweede na diamant – en een druksterkte die veel groter is dan snelstaal of andere gereedschapsmaterialen, behoudt wolfraamcarbide zijn snijgeometrie veel langer dan alternatieve materialen wanneer het wordt blootgesteld aan de extreme schurende omstandigheden van het frezen van bestrating. Dit vertaalt zich rechtstreeks in een lagere frequentie van gereedschapsvervanging, minder stilstand van de machine, een betere consistentie van de snijkwaliteit gedurende de hele levensduur van het gereedschap en uiteindelijk lagere totale kosten per vierkante meter gefreesd oppervlak. Bij wegenherstel- en bestratingsonderhoudswerkzaamheden waarbij het gereedschapsverbruik een van de belangrijkste variabele bedrijfskosten is, hebben de kwaliteit en specificatie van wolfraamcarbide freesgereedschappen een meetbare impact op de winstgevendheid van projecten.
De anatomie van een wolfraamcarbide freeshaak
Het begrijpen van de structuur van een hardmetalen wegfreesgereedschap helpt verklaren waarom verschillende ontwerpen verschillend presteren onder verschillende bestratingsomstandigheden en waarom het afstemmen van de gereedschapsspecificatie op de toepassing zo belangrijk is voor het bereiken van optimale prestaties en standtijd.
De wolfraamcarbidetip
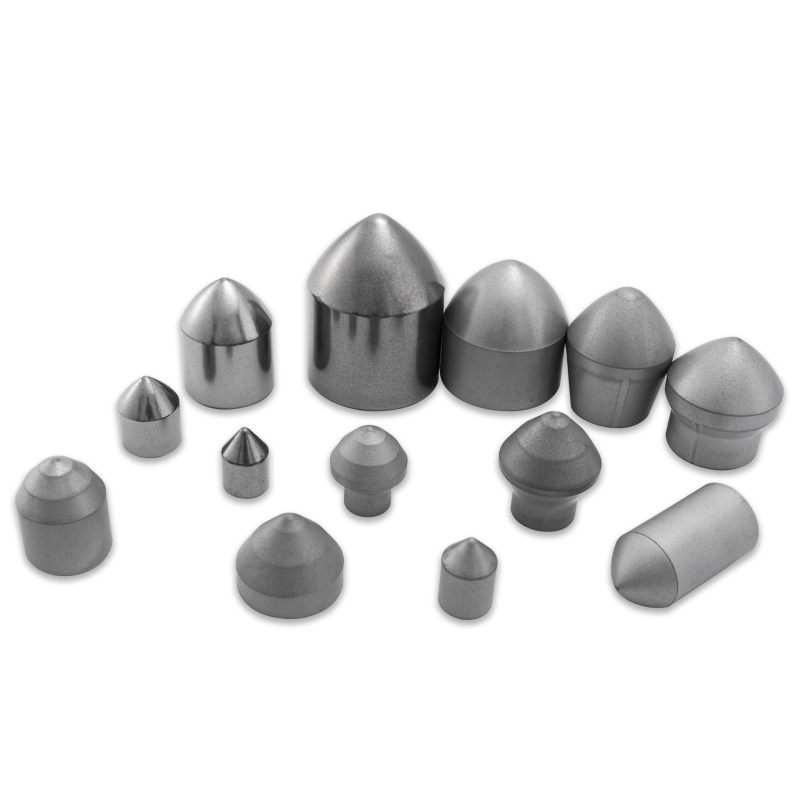
De hardmetalen punt is het technisch meest kritische onderdeel van een wegfreesgereedschap. Het is vervaardigd uit gecementeerd wolfraamcarbide - een composietmateriaal dat wordt geproduceerd door wolfraamcarbidepoeder te sinteren met een metalen bindmiddel, meestal kobalt, bij zeer hoge temperaturen en drukken. De eigenschappen van de afgewerkte hardmetalen punt worden bepaald door de korrelgrootte van het wolfraamcarbidepoeder, het gehalte aan kobaltbindmiddel en de sinteromstandigheden. Fijnkorrelige hardmetaalsoorten met een lager kobaltgehalte (6–8%) bieden maximale hardheid en slijtvastheid, waardoor ze geschikt zijn voor toepassingen met hoge slijtage, zoals het frezen van hard aggregaat of betonverhardingen. Grovere korrelsoorten met een hoger kobaltgehalte (10-12%) offeren wat hardheid op voor verbeterde taaiheid en slagvastheid, waardoor ze geschikter zijn voor freestoepassingen waarbij stootbelastingen betrokken zijn, zoals werken in zwaar gescheurde of onregelmatige bestrating waarbij het gereedschap wordt blootgesteld aan intermitterende zware schokken. De geometrie van de punt (de kegelhoek, de puntradius en de algehele vorm) beïnvloedt hoe effectief deze in de bestrating dringt en hoe de snijkrachten tijdens het frezen door het gereedschap worden verdeeld.
Het gereedschapslichaam en de schacht
Het stalen gereedschapslichaam brengt de snijkrachten van de hardmetalen punt over naar de gereedschapshouder en de trommelconstructie. Het wordt doorgaans vervaardigd uit gelegeerd staal met een middelhoge koolstofgehalte dat een hittebehandeling heeft ondergaan om een zorgvuldig uitgebalanceerde combinatie te bieden van oppervlaktehardheid – om weerstand te bieden aan schurende slijtage door bestratingsmateriaal dat tijdens het snijden langs het lichaam stroomt – en kerntaaiheid om schokbelastingen te absorberen zonder te breken. De schachtdiameter is een gestandaardiseerde afmeting die moet passen bij de boring van de gereedschapshouder waarin deze wordt geplaatst. De meest voorkomende schachtdiameter voor wegfreesgereedschappen is 22 mm, hoewel schachten van 25 mm en 30 mm worden gebruikt op zware machines en specifieke trommelconfiguraties. Bij premium gereedschapsontwerpen wordt vaak een slijtvaste, harde ring aangebracht rond de basis van de hardmetalen punt om het stalen lichaam in de slijtagegevoelige zone direct achter de punt te beschermen, waardoor de levensduur van het lichaam wordt verlengd en de frequentie waarmee het gehele gereedschap moet worden vervangen, zelfs als de hardmetalen punt nog bruikbaar is, wordt verminderd.
Het gereedschapshouder- en bloksysteem
Wegfreesgereedschappen worden niet rechtstreeks op de trommel gelast. Ze worden in gereedschapshouders gestoken – ook wel blokhouders of basisblokken genoemd – die in een specifiek patroon aan het trommeloppervlak worden gelast. De gereedschapshouder heeft twee cruciale functies: hij zorgt voor de precieze hoekpositionering van het gereedschap ten opzichte van het trommeloppervlak, wat de snijgeometrie en de materiaalstroom bepaalt, en maakt snelle gereedschapsvervanging in het veld mogelijk zonder dat de trommel zelf hoeft te worden gelast of bewerkt. De gereedschap-naar-houder-interface maakt gebruik van een veerbevestigingssysteem – meestal een borgring of veerklem rond de gereedschapsschacht – dat het gereedschap tijdens het gebruik stevig vasthoudt, terwijl het met een driftpons eruit kan worden geslagen en bij slijtage binnen enkele seconden kan worden vervangen. Het houderlichaam zelf is een slijtageonderdeel dat ook periodiek moet worden gecontroleerd en vervangen, omdat overmatige slijtage van de houder een verkeerde uitlijning van het gereedschap veroorzaakt, waardoor schade aan de carbidepunt wordt versneld en de freeskwaliteit afneemt.
Hoe hardmetalen freesgereedschappen op de trommel zijn geplaatst en waarom dit ertoe doet
Het patroon waarin wolfraamcarbide wegfreesgereedschappen die op de trommel zijn gemonteerd – hun afstand, hoekoriëntatie en rijconfiguratie – zijn net zo belangrijk als de gereedschappen zelf bij het bepalen van de freesprestaties. De trommelconfiguratie is ontworpen om verschillende concurrerende eisen in evenwicht te brengen: snijefficiëntie, kwaliteit van de oppervlaktetextuur, materiaalstroom door de trommelbehuizing, trillingseigenschappen en de verdeling van de snijbelasting over individuele gereedschappen.
Gereedschappen zijn gerangschikt in spiraalvormige rijen rond de trommelomtrek, waarbij de spiraalhoek en de afstand tussen gereedschap in elke rij het snijpatroon bepalen dat overblijft in het gefreesde oppervlak. Een fijnere gereedschapsafstand – meer gereedschappen per eenheid trommelbreedte – produceert een gladdere gefreesde oppervlaktetextuur met kleinere ribbels tussen individuele gereedschapssneden, wat belangrijk is wanneer het gefreesde oppervlak zal worden gebruikt als tijdelijk loopoppervlak vóór het herbestratingen, of wanneer oppervlakteregelmatigheid van cruciaal belang is voor de daaropvolgende hechting van de bestratingslaag. Een grotere gereedschapsafstand produceert een grovere textuur die een agressievere materiaalverwijdering per gereedschap genereert en het benodigde vermogen per oppervlakte-eenheid vermindert, wat voordelig kan zijn bij diepe freesbewerkingen waarbij productiviteit prioriteit krijgt boven de kwaliteit van de oppervlakteafwerking.
De hoekoriëntatie van elke gereedschapshouder op de trommel – zowel de radiale hoek (hoe ver het gereedschap naar voren leunt in de rotatierichting) als de laterale hoek (de zijwaartse kanteling van de gereedschapsas ten opzichte van de trommelas) – bepaalt hoe de hardmetalen punt in contact komt met de bestrating, hoe de snijkrachten worden verdeeld en hoe het gefreesde materiaal in het transportsysteem wordt geleid. Precisie in de trommelconfiguratietechniek is een van de belangrijkste onderscheidende factoren tussen hoogwaardige freesmachines van toonaangevende fabrikanten en alternatieven van lagere kwaliteit die weliswaar acceptabele materiaalverwijderingssnelheden bereiken, maar een inferieure oppervlaktetextuur, hogere gereedschapsslijtage en grotere machinetrillingen produceren.
Soorten hardmetalen wegfreesgereedschappen en hun specifieke toepassingen
De markt voor wegenfreesgereedschappen biedt verschillende verschillende gereedschapstypen die zijn geoptimaliseerd voor verschillende bestratingsmaterialen, freesdieptes, machinegroottes en prestatieprioriteiten. Het selecteren van het juiste gereedschapstype voor de specifieke toepassing is een van de meest impactvolle beslissingen bij het beheren van de kosten en productiviteit van freesgereedschappen.
| Gereedschapstype | Geometrie van de hardmetalen punt | Beste applicatie | Belangrijkste voordeel |
| Standaard conische pick | Puntige kegel, gemiddelde puntradius | Algemeen asfaltfrezen, verwijderen van oppervlaktelagen | Veelzijdig, kosteneffectief, overal verkrijgbaar |
| Ballistische tipkeuze | Afgerond ballistisch profiel, grotere tipradius | Hard aggregaatasfalt, schurende bestratingsmaterialen | Superieure slijtvastheid in zeer schurende omstandigheden |
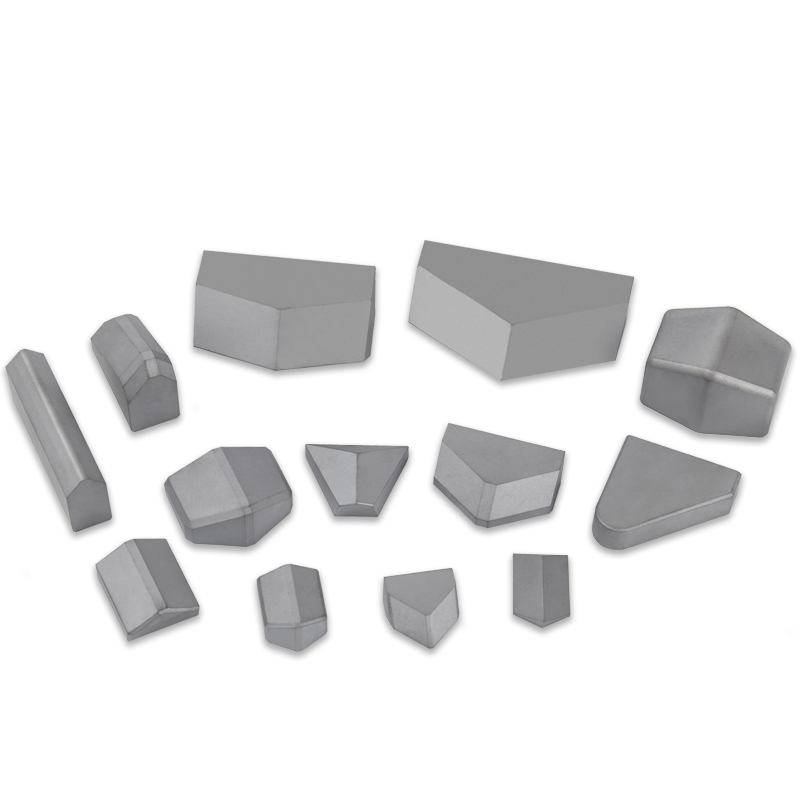
| Plat- of beitelplectrum | Plat of licht gebogen gezicht | Fijnfrezen, oppervlakteprofilering, rumble strip snijden | Produceert een gladdere oppervlaktetextuur en nauwkeurige dieptecontrole |
| Betonfrees pick | Extra dikke punt, versterkt lichaam | Verwijderen van portlandcementbetonverharding | Hoge slagvastheid voor het brosse breukgedrag van beton |
| Economy / standaardkwaliteit | Standaardgeometrie, lagere hardmetaalkwaliteit | Slijtarm asfalt, korte projectduur | Lagere initiële kosten waarbij de standtijd niet de belangrijkste drijfveer is |
| Premium/verlengde levensduur | Geoptimaliseerde geometrie, hoogwaardig hardmetaal, versterkt lichaam | Hoogproductief frezen, abrasieve of variabele bestrating | Maximale standtijd, laagste kosten per vierkante meter over het volledige project |
Factoren die bepalen hoe lang hardmetalen freesbits in het veld meegaan
De standtijd van het gereedschap is de maatstaf die het meest direct de bedrijfseconomie van een wegfreesproject bepaalt. Het aantal vierkante meters bestrating dat kan worden gefreesd per set gereedschappen varieert enorm – van een paar duizend vierkante meter in de meest veeleisende omstandigheden tot tienduizenden vierkante meters in gunstige omstandigheden – en het begrijpen van de variabelen die deze variatie aansturen, helpt operators en projectmanagers betere beslissingen te nemen over gereedschapsselectie, machine-instellingen en bedieningspraktijken.

Hardheid van bestratingsmateriaal en aggregaattype
De meest invloedrijke factor op de levensduur van hardmetalen freesgereedschappen is de hardheid en abrasiviteit van het bestratingsmateriaal dat wordt gesneden. Asfaltverhardingen die harde stollingsaggregaten bevatten, zoals kwartsiet, graniet of basalt, zijn aanzienlijk schurender dan die met zachtere kalksteen- of zandsteenaggregaten, en de slijtage van het gereedschap kan twee tot vier keer hoger zijn onder dezelfde freesomstandigheden. Gewapend beton is het meest veeleisende materiaal; de combinatie van hard aggregaat, cementpasta en staalversterking zorgt voor extreme slijtage en schokbelasting, waardoor de standtijd beperkt blijft tot een klein deel van wat haalbaar is in asfalt. Het begrijpen van de totale geologie van de bestrating die wordt gefreesd voordat de klus begint, is een belangrijke input voor realistische prognoses van het gereedschapsverbruik.
Freesdiepte en bedrijfsparameters van de machine
Dieper frezen verhoogt de belasting per gereedschap, de warmte die wordt gegenereerd op het snijvlak en het volume materiaal dat elk gereedschap per tijdseenheid moet verwerken, wat allemaal de slijtage versnelt. Het bedienen van de freesmachine met voorwaartse snelheden die hoger zijn dan geschikt voor de freesdiepte en de hardheid van het wegdek, verhoogt de spaanbelasting op elk gereedschap en kan breuk van de hardmetalen punt veroorzaken in plaats van geleidelijke slijtage door schuren - een veel destructievere faalwijze. De rotatiesnelheid van de trommel is ook van belang: de trommel sneller laten draaien dan nodig is voor het materiaal verhoogt de impactfrequentie zonder de productiviteit te verbeteren en verhoogt de punttemperatuur, wat de hardheid van het hardmetaal vermindert en de slijtage versnelt. Het optimaliseren van de combinatie van voorwaartse snelheid, freesdiepte en trommelrotatiesnelheid voor het specifieke bestratingsmateriaal is een van de meest effectieve hefbomen om de standtijd van het gereedschap te verlengen zonder de productiesnelheid in gevaar te brengen.
Prestaties van het watersproeisysteem
Straatfreesmachines zijn uitgerust met een watersproeisysteem dat tijdens bedrijf water op de trommel en het gereedschap richt. Dit systeem heeft twee cruciale functies: het koelen van de hardmetalen punten om warmtegerelateerd hardheidsverlies en thermisch scheuren te voorkomen, en het onderdrukken van de stofwolk die door het freesproces wordt gegenereerd. Een goed functionerend watersproeisysteem met voldoende debiet en correcte positionering van de spuitmonden, gericht op elke gereedschapsrij, kan de levensduur van het hardmetalen gereedschap met 20-40% verlengen vergeleken met werken zonder water of met een slecht onderhouden spuitsysteem. Verstopte of niet goed uitgelijnde spuitmonden zijn een veel voorkomende en gemakkelijk over het hoofd geziene oorzaak van vroegtijdige gereedschapsslijtage, en het controleren van het spuitsysteem aan het begin van elke dienst zou een standaard onderdeel moeten zijn van de machine-installatie.
Gereedschapsrotatie en slijtagebewaking
Frezen van wolfraamcarbide zijn zo ontworpen dat ze tijdens het gebruik vrij in hun houders kunnen draaien, waardoor de slijtage gelijkmatig wordt verdeeld over de omtrek van de hardmetalen punt. Een gereedschap dat niet kan roteren (omdat de houderboring versleten is, verontreinigd is met vuil of de schacht van het gereedschap is gecorrodeerd) slijt asymmetrisch en ontwikkelt een vlakke plek aan één kant van de punt, waardoor de snijefficiëntie en levensduur dramatisch worden verminderd. Regelmatige inspectie van de gereedschapsrotatie tijdens het gebruik, smering van gereedschapsschachten tijdens vervanging en vervanging van versleten houders voordat deze beperking van de gereedschapsrotatie veroorzaken, zijn essentiële praktijken voor het maximaliseren van het investeringsrendement in hoogwaardige hardmetalen gereedschapssoorten.
Hoe u wolfraamcarbide freesgereedschappen tijdens het werk inspecteert, vervangt en beheert
Effectief gereedschapsbeheer in het veld vereist een systematische aanpak van inspectie, vervangingsplanning en het bijhouden van gegevens, die verder gaat dan alleen het verwisselen van gereedschappen als ze zichtbaar falen. Een proactief gereedschapsbeheerprogramma vermindert ongeplande stilstand, verbetert de consistentie van de oppervlaktekwaliteit en verlaagt de totale gereedschapskosten per project door slijtagepatronen vroegtijdig te onderkennen en de hoofdoorzaken ervan aan te pakken voordat deze escaleren.
- Zorg voor een regelmatig inspectie-interval: Inspecteer de volle trommel met een bepaald interval (meestal elke 2 tot 4 uur freesbewerking, afhankelijk van de omstandigheden) in plaats van te wachten tot er zichtbare problemen optreden. Gereedschapsslijtage in een vroeg stadium is veel gemakkelijker en goedkoper te beheersen dan catastrofaal gereedschapsfalen, waardoor houders en trommelonderdelen beschadigd raken. Gebruik een zaklamp en een spiegel om de onderkant van de trommel te inspecteren terwijl deze stilstaat en de machine veilig is uitgeschakeld en vergrendeld.
- Vervang gereedschappen in groepen in plaats van afzonderlijk: Wanneer meerdere gereedschappen op een rij of sectie aanzienlijke slijtage vertonen, vervang dan de hele groep in plaats van alleen de meest versleten individuele gereedschappen. Gereedschapssets met gemengde slijtage zorgen voor een ongelijkmatige verdeling van de belasting over de trommel, waardoor de nieuwere gereedschappen naast zwaar versleten gereedschappen overbelast raken en de slijtage ervan wordt versneld. Door gereedschappen in systematische groepen te vervangen, blijft een consistent slijtageprofiel over de hele trommel behouden.
- Inspecteer de houders telkens wanneer een gereedschap wordt gewisseld: Meet de boordiameter van de houder met een meter of controleer op zichtbare ovale slijtage, barsten of hitteverkleuring telkens wanneer gereedschap wordt verwijderd. Een houderboring die overmaat heeft versleten (meestal meer dan 0,5 mm boven de nominale boringdiameter) zal de nieuwe gereedschapsschacht niet correct vasthouden, waardoor gereedschapsrotatie wordt voorkomen en voortijdige slijtage van het vervangende gereedschap wordt veroorzaakt. Vervang versleten houders onmiddellijk in plaats van ze opnieuw te gebruiken.
- Registreer het gereedschapsverbruik per trommelpositie: Door te volgen welke posities op de trommel het snelst gereedschap verbruiken, komen systematische slijtagepatronen aan het licht die duiden op specifieke operationele problemen: onvoldoende watersproeidekking op bepaalde rijen, verkeerde uitlijning van de houder in een trommelsectie of bestratingsomstandigheden die bijzonder agressief zijn in specifieke delen van de snede. Deze gegevens zijn van onschatbare waarde voor het diagnosticeren en corrigeren van slijtageproblemen die de oorzaak zijn, in plaats van gereedschap eenvoudigweg reactief te vervangen.
- Gebruik het juiste gereedschap voor extractie en installatie: Het gebruik van geïmproviseerde of onjuiste drevels en installatiegereedschappen voor het verwijderen en plaatsen van freespicks beschadigt de gereedschapsschachten, houderboringen en retentieveerklemmen, waardoor pasproblemen ontstaan die zowel de veiligheid van het vasthouden van het gereedschap als de rotatieprestaties beïnvloeden. Gebruik altijd door de fabrikant gespecificeerde extractie- en installatiegereedschappen en train al het veldpersoneel in de juiste procedure voordat u hen trommelonderhoud laat uitvoeren.
- Bewaar reservegereedschappen en houders op de juiste manier: Wolfraamcarbide is bros en kan afbrokkelen of barsten als gereedschap losjes in een metalen opslagbak wordt gegooid, waar ze tijdens het transport tegen elkaar botsen. Bewaar reservegereedschappen in verdeelde bakken of buisvormige houders die contact tussen individuele hardmetalen punten voorkomen. Houd de opslag droog om schachtcorrosie te voorkomen die de rotatie belemmert en toekomstige extractie van gereedschap bemoeilijkt.
OEM versus aftermarket hardmetalen freesgereedschappen: hoe u het werkelijke kostenverschil kunt evalueren
Een van de meest voorkomende aankoopbeslissingen waarmee aannemers in wegenfrezen te maken krijgen, is of ze wolfraamcarbide freesgereedschappen van de Original Equipment Manufacturer (OEM) of aftermarket-alternatieven van externe leveranciers moeten gebruiken. Het prijsverschil tussen OEM- en aftermarket-hardmetalen wegfreesgereedschappen kan aanzienlijk zijn - aftermarket-gereedschappen zijn vaak 30-60% goedkoper per stuk dan OEM-equivalenten - maar de relevante vergelijking is niet de eenheidsprijs, maar de kosten per vierkante meter gefreesde bestrating, die afhangen van de standtijd van het gereedschap, het uitvalpercentage en eventuele stroomafwaartse kosten als gevolg van schade aan de houder of problemen met de oppervlaktekwaliteit.
Premium OEM-carbidefreesgereedschappen van fabrikanten als Wirtgen, Kennametal, Element Six en Betek zijn specifiek ontworpen en getest voor de trommelconfiguraties en bedrijfsomstandigheden van de machines waarmee ze worden geleverd. Ze maken gebruik van nauwkeurig gespecificeerde hardmetaalkwaliteiten, geoptimaliseerde puntgeometrieën en gecontroleerde warmtebehandeling van het gereedschapslichaam, die zijn gevalideerd om gedefinieerde standtijden te leveren onder gespecificeerde omstandigheden. De toleranties voor hardmetaalsoorten en puntgeometrie in premium OEM-gereedschappen worden aan strengere specificaties gehouden dan veel goedkopere aftermarket-alternatieven, en deze consistentie wordt weerspiegeld in een voorspelbaardere standtijd en lagere uitvalpercentages tijdens gebruik.
Gerenommeerde leveranciers van hardmetalen freesgereedschappen op de aftermarket die investeren in metallurgische kwaliteitscontrole, gelijkwaardige hardmetaalkwaliteiten gebruiken en produceren met maattoleranties die compatibel zijn met de doelhoudersystemen, kunnen echte waarde bieden. Het risico ligt in aftermarket-gereedschappen van lagere kwaliteit die gebruik maken van inferieure hardmetaalkwaliteiten met een grovere korrelstructuur en een inconsistent kobaltgehalte, slecht gecontroleerd solderen van de punt aan het lichaam dat leidt tot voortijdig puntverlies, of maattoleranties die resulteren in een slechte pasvorm in de houder en beperkte gereedschapsrotatie. Voor het evalueren van aftermarket-gereedschappen zijn gecontroleerde veldproeven nodig waarbij de totale kosten per vierkante meter worden vergeleken (waarbij rekening wordt gehouden met het gereedschapsverbruik, de slijtage van de houder en eventuele kwaliteitsproblemen) in plaats van eenvoudigweg de aankoopprijs per gereedschap te vergelijken. Een gereedschap dat 40% minder kost maar twee keer zo snel slijt, levert geen kostenbesparing op en kan extra kosten opleveren door verhoogde slijtage van de houder en stilstand van de trommel.
Passende hardmetalen gereedschapsspecificaties voor gewone wegfreestoepassingen
Verschillende wegenfreestoepassingen stellen fundamenteel verschillende eisen aan hardmetalen freesgereedschappen, en het gebruik van een universeel gereedschap voor alle toepassingen is zelden de meest kosteneffectieve aanpak. Het afstemmen van de gereedschapsspecificatie op het toepassingstype is een eenvoudige manier om de gereedschapseconomie te verbeteren zonder het aankoopvolume te veranderen of betere prijzen te onderhandelen.
- Verwijderen van oppervlaktelagen (0–40 mm diepte) op stedelijke wegen: Dit is de toepassing met het grootste volume voor aannemers van wegenfrezen en omvat het relatief ondiep snijden van standaard asfalt bij gematigde machinesnelheden. Standaard conische hardmetalen pikhouwelen in middelhoog hardmetaal zijn de juiste keuze. De prioriteit ligt bij een consistente standtijd en oppervlaktekwaliteit in plaats van extreme slijtvastheid, en standaardkwaliteiten leveren doorgaans de beste kosten per vierkante meter op in deze voorspelbare omstandigheden.
- Diepfrezen en terugwinning op volledige diepte (40–300 mm): Bij diepfreesbewerkingen worden gereedschappen onderworpen aan aanzienlijk hogere belastingen en temperaturen dan bij vlakfrezen, en de grotere gefreesde materiaalbrokken die op diepte worden gegenereerd, zorgen voor een grotere impactbelasting op individuele gereedschappen. Hoogwaardige hardmetalen pikhouwelen met versterkte behuizingen en een hoger kobaltgehalte voor verbeterde slagvastheid zijn hier de betere keuze, ook al zijn de kosten per eenheid hoger, omdat de verbeterde taaiheid onder zware slagbelasting de puntbreuken voorkomt die standaardgereedschappen oneconomisch maken bij diepfreestoepassingen.
- Snelweg- en vliegveldfrezen met hard aggregaat: Op snelwegverhardingen met veel verkeer wordt vaak kwartsiet- of granietaggregaat gebruikt dat extreme slijtage aan de hardmetalen gereedschapspunten veroorzaakt. Hardmetalen plectrums met ballistische punt en fijnkorrelige hardmetaalsoorten met een laag kobaltgehalte die speciaal zijn geformuleerd voor maximale slijtvastheid in omstandigheden met hoge slijtage, zullen in deze toepassingen consistent beter presteren dan standaard plectrums en aanzienlijk meer vierkante meters per stuk gereedschap opleveren, ondanks de hogere eenheidskosten.
- Betonverharding frezen en verticuteren: Het frezen van portlandcementbeton is de meest veeleisende toepassing voor hardmetalen wegfreesgereedschappen. De extreme hardheid van betonaggregaat, gecombineerd met het brosse breukgedrag van beton dat grote onregelmatige materiaalbrokken en hoge schokbelastingen op gereedschappen veroorzaakt, vereist speciale betonfreesgereedschappen met extra dikke hardmetalen punten, versterkte staallichamen en hardmetaalkwaliteiten die zijn geoptimaliseerd voor taaiheid boven pure hardheid. Het gebruik van asfaltfrezen in beton is een valse besparing: het uitvalpercentage en het gereedschapsverbruik zullen het kostenverschil tussen algemeen gereedschap en betonspecifiek gereedschap ruimschoots overtreffen.
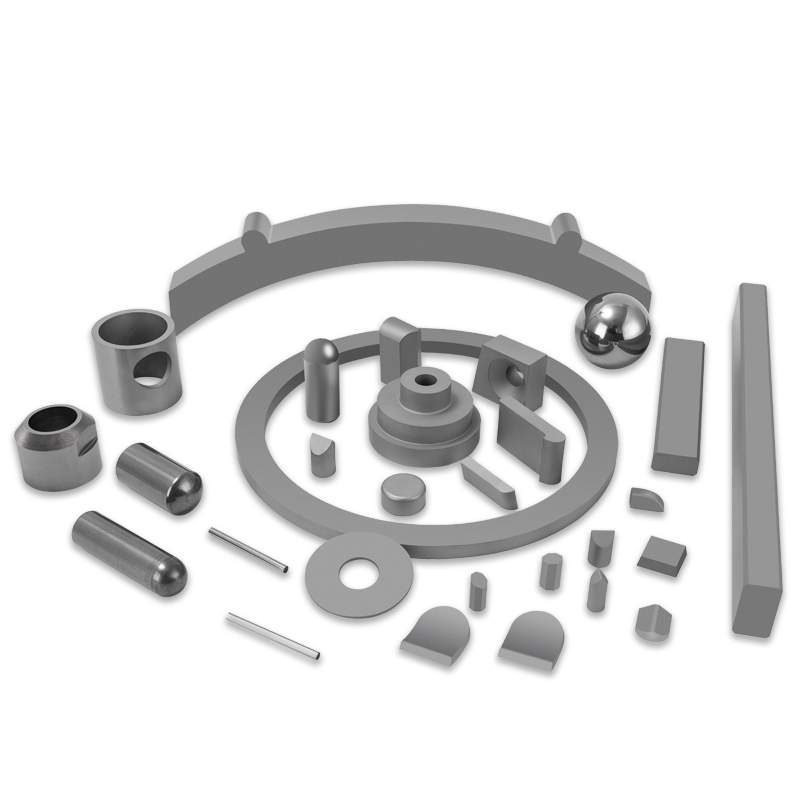
Onze producten //
Gerelateerde producten



Als u geïnteresseerd bent in onze producten, neem dan contact met ons op
