
NL
Wolfraamcarbide wisselplaten voor tunnelboormachines: wat ze zijn en waarom ze ertoe doen
Industrie nieuws-De rol van wolfraamcarbide wisselplaten bij het boren van tunnels
Wolfraamcarbide wisselplaten voor tunnelboormachines zijn de belangrijkste snij-elementen die verantwoordelijk zijn voor het breken, schrapen en uiteenvallen van rots- en grondformaties aan het tunnelvlak. Elke meter tunnelvoortgang in harde of gemengde grondomstandigheden hangt af van het vermogen van deze wisselplaten om hun snijgeometrie te behouden, schurende slijtage te weerstaan en de enorme impact- en drukkrachten te absorberen die worden gegenereerd wanneer een roterende snijkop op diepte met rotsen in aanraking komt. Zonder goed gespecificeerde en onderhouden hardmetalen wisselplaten daalt de penetratiegraad scherp, stijgt het freesverbruik en verslechteren de economische aspecten van het hele tunnelproject snel.
De wisselplaten zelf zijn compacte componenten – doorgaans variërend van enkele millimeters tot enkele centimeters in hun kritische afmetingen – maar ze zijn ontworpen met een uitzonderlijk hoog precisieniveau. De wolfraamcarbidekwaliteit, het bindmiddelgehalte, de korrelgrootte, de wisselplaatgeometrie en het soldeer- of perspassingsysteem zijn allemaal variabelen die de wisselplaatfabrikant optimaliseert voor de specifieke snijtoepassing. Een hardmetalen wisselplaatspecificatie die goed presteert in kalksteen zal voortijdig slijten of breken in graniet of kwartsiet, en omgekeerd. Begrijpen waarom dit het geval is – en hoe u de juiste specificatiekeuze kunt maken – is de praktische kennis die de effectieve aanschaf van TBM-gereedschappen scheidt van dure vallen en opstaan in het veld.
Wat wolfraamcarbide is en waarom het wordt gebruikt in TBM-snijgereedschappen
Wolfraamcarbide (WC) is een chemische verbinding van wolfraam en koolstof die, in zijn pure gesinterde vorm, een van de hardste technische materialen is die beschikbaar zijn - na diamant en kubisch boornitride onder de commercieel praktische snijgereedschapsmaterialen. In de gecementeerde carbideproducten die voor TBM-wisselplaten worden gebruikt, worden wolfraamcarbidekorrels samengebonden met een metallisch bindmiddel – vrijwel universeel kobalt (Co), hoewel nikkel- en nikkel-chroombindmiddelen worden gebruikt in specifieke corrosiebestendige kwaliteiten – via een poedermetallurgisch proces waarbij persen en sinteren in de vloeistoffase bij temperaturen boven 1300 ° C betrokken zijn.
Het resultaat is een composietmateriaal waarin harde WC-korrels zorgen voor extreme hardheid en slijtvastheid, terwijl de kobalt-bindmiddelmatrix zorgt voor taaiheid en weerstand tegen breuk bij impact. Het kritische inzicht is dat hardheid en taaiheid bestaan in spanning in gecementeerd carbide; het vergroten van de een gaat doorgaans ten koste van de ander. Soorten met een laag kobaltgehalte en een fijne korrelgrootte zijn harder en slijtvaster, maar brosser; kwaliteiten met een hoger kobaltgehalte en een grovere korrelgrootte zijn taaier en slagvaster, maar slijten sneller onder schurende omstandigheden. Het selecteren van de juiste kwaliteit voor een TBM-carbide wisselplaat betekent het vinden van de optimale positie op deze hardheid-taaiheid-balans voor het specifieke gesteentetype, de abrasiviteit van de formatie en het betrokken snijmechanisme.
Specifiek voor TBM-toepassingen presteert hardmetaal beter dan alle praktische alternatieven. Stalen punten missen de hardheid om weerstand te bieden aan schurende gesteenteslijtage bij aanvaardbare penetratiesnelheden. Keramiek biedt een concurrerende hardheid, maar onvoldoende breuktaaiheid om de impactbelasting op het tunnelvlak te overleven. Gereedschappen met diamantpunten worden gebruikt in specifieke hoogwaardige toepassingen, maar zijn onpraktisch vanwege het volume aan snijelementen dat nodig is voor een volledige TBM-messenkop. De combinatie van hardheid, taaiheid, thermische stabiliteit en produceerbaarheid op industriële schaal van gecementeerd carbide maakt het de standaardoplossing voor hardsteen- en gemengd geslepen TBM-snijplaten in de wereldwijde tunnelbouwindustrie.
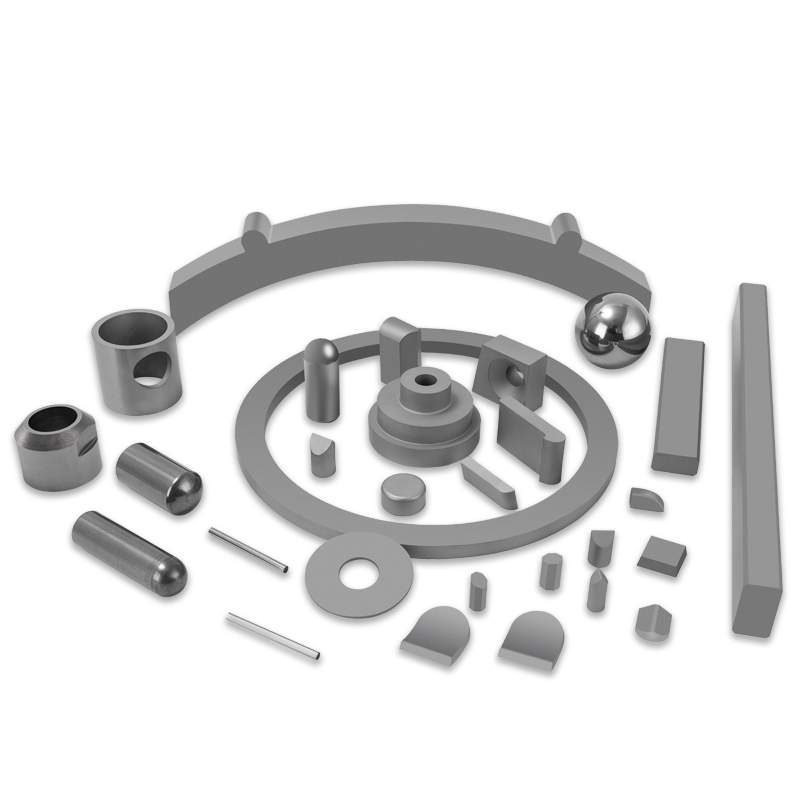
Soorten TBM-hardmetalen wisselplaten en hun functies
Niet alle hardmetalen wisselplaten op een TBM-freeskop vervullen dezelfde functie. De snijkop is een complex geheel van verschillende typen gereedschappen, elk gepositioneerd om een specifieke taak uit te voeren in het steenbreek- en materiaalverwijderingsproces. Het begrijpen van de verschillen tussen deze wisselplaattypen is van fundamenteel belang voor het specificeren van de juiste hardmetaalkwaliteit en geometrie voor elke positie.
Schijfsnij-inzetstukken
Schijffrezen zijn de belangrijkste snijgereedschappen op hardstenen TBM's. Een schijfsnijder bestaat uit een stalen ring – de schijf – gemonteerd op een naafconstructie waardoor deze vrij kan draaien terwijl de messenkooi draait. De schijfrand maakt contact met de rotswand en veroorzaakt trekbreuken door een rollend inkepingsmechanisme in plaats van door direct snijden. Wolfraamcarbide inzetstukken in schijfsnijtoepassingen worden doorgaans ingebed in de schijfringrand of gebruikt als contactrandmateriaal in composietschijfontwerpen. Deze inzetstukken moeten bestand zijn tegen hoge drukspanningen op het contactpunt van de rots, vermoeidheidsbelasting door herhaalde impactcycli en schurende slijtage door harde mineralen - met name kwarts - in de rotsmatrix. Kwaliteiten met een gemiddeld kobaltgehalte (8–12% Co) en een fijne tot gemiddelde korrelgrootte worden gewoonlijk gespecificeerd voor schijfsnijplaten in hardsteentoepassingen.
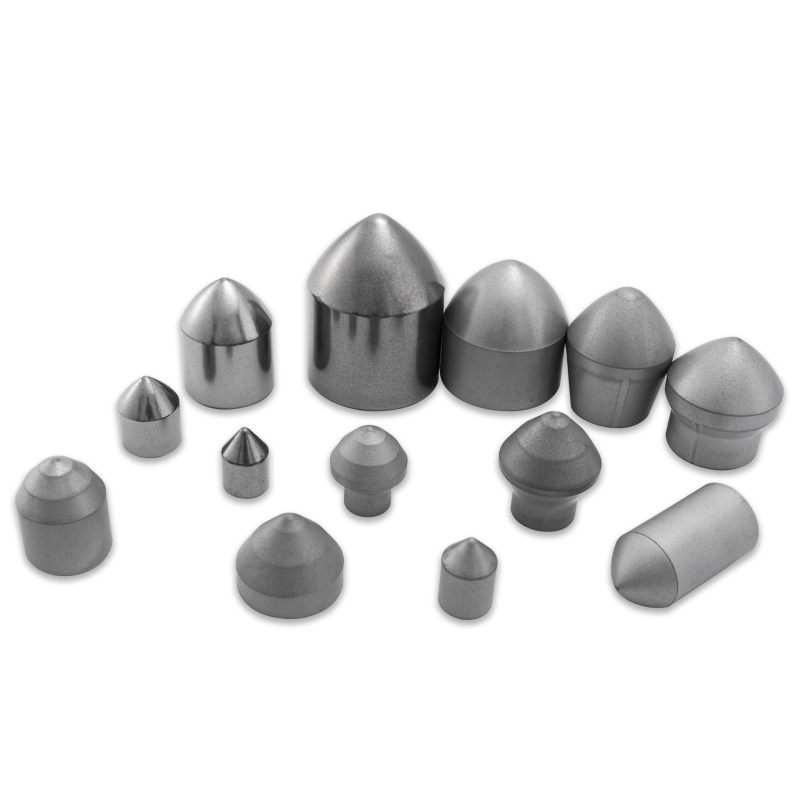
Knop- en stud-inzetstukken voor sleepgereedschappen
In zachte tot middelharde grond en omstandigheden met gemengd oppervlak gebruiken TBM's sleepgereedschappen - houwelen, schrapers en maatfrezen - uitgerust met wolfraamcarbide knop- of noppeninzetstukken die de formatie in een schrapende of afschuivende actie aangrijpen. Knopinzetstukken zijn halfbolvormige of ballistische profielcarbidevormen die met een perspassing in het stalen gereedschapslichaam worden geperst; noppeninzetstukken zijn cilindrische schachten met een geharde punt, ook geperst of gesoldeerd in voorbereide zittingen. Deze wisselplaten ondervinden lagere drukbelastingen dan wisselplaten voor schijffrezen, maar zijn onderworpen aan hogere laterale schuifkrachten en een meer variabele impact door gemengd contact tussen rotsen en grond. Soorten met een hoger kobaltgehalte (12–16% Co) en grovere korrelgrootte bieden de taaiheid die nodig is om breuk te weerstaan onder deze belastingsomstandigheden, ten koste van enige slijtvastheid in vergelijking met hardere soorten met een laag kobaltgehalte.
Maat- en maatsnij-inzetstukken
Aan de buitenomtrek van de TBM-messenkop worden maatfrezen geplaatst die het tunnelprofiel op de gewenste diameter snijden. Ze ervaren een combinatie van de hoogste snijsnelheden – omdat ze de grootste omtreksafstand per rotatie afleggen – en aanzienlijke impactbelasting door profielonregelmatigheden en gemengde bodemomstandigheden aan de tunnelgrens. Maatfreeswisselplaten zijn onderhevig aan enkele van de zwaarste slijtageomstandigheden op de freeskop. Daarom worden ze vaak gespecificeerd in hardere kwaliteiten of met grotere wisselplaatafmetingen die meer carbidevolume bieden om slijtage te weerstaan voordat de wisselplaat vervangen moet worden.
Emmerwiel- en spaaktip-inzetstukken
Op EPB (Earth Pressure Balance) en slurry TBM's die in zachte grond of gemengde oppervlakteomstandigheden werken, zijn de spaken van de snijkop en de schepwielopeningen voorzien van hardmetalen slijtelementen die de staalconstructie beschermen tegen schurende slijtage wanneer losgemaakt materiaal in de machine wordt geschept. Deze inzetstukken voor slijtagebescherming zijn over het algemeen gespecificeerd in hoge taaiheidsgraden die bestand zijn tegen de impact van rotsfragmenten en harde insluitsels in de modderstroom, waarbij structurele integriteit prioriteit krijgt boven snijkantscherpte.
Selectie van hardmetaalkwaliteit op basis van steensoort en abrasiviteit
De geologische omstandigheden aan het tunnelvlak zijn de belangrijkste drijfveer voor de keuze van de hardmetaalwisselplaatkwaliteit. De abrasiviteit van gesteenten – gekwantificeerd door gestandaardiseerde tests zoals de Cerchar Abrasivity Index (CAI) en de LCPC abrasimetertest – voorspelt direct de snelheid waarmee hardmetalen wisselplaten zullen slijten en de waarschijnlijkheid van catastrofale breuken onder impactbelasting. Het afstemmen van de wisselplaatkwaliteit op de abrasiviteit van steen is de belangrijkste beslissing bij de specificatie van TBM-hardmetalen wisselplaten.
| Rotssoort | Typisch CAI-bereik | Aanbevolen Co-inhoud | Korrelgrootte | Primair slijtagemechanisme |
| Kalksteen / Marmer | 0,1–0,5 | 10–14% | Middelmatig | Lage slijtage; impact van breukvlakken |
| Zandsteen | 0,5–2,5 | 8–12% | Fijn tot medium | Matige slijtage door kwartskorrels |
| Graniet | 2,0–4,5 | 6–10% | Fijn | Hoge slijtage; vermoeidheid kraken |
| Kwartsiet | 3,5–6,0 | 6–9% | Ultrafijn tot fijn | Ernstige slijtage; micro-chippen |
| Basalt / Doleriet | 1,5–3,5 | 8–12% | Fijn tot medium | Slijtage en impact door harde insluitsels |
| Gemengd gezicht/glaciale kassa | Variabel | 12–16% | Middelmatig to coarse | Impactbreuk van kasseien; variabele slijtage |
De CAI-drempel van ongeveer 2,0 is een praktisch beslissingspunt bij de keuze van de hardmetaalkwaliteit. Beneden deze waarde bieden kwaliteiten met een hoger kobaltgehalte en een gemiddelde korrelgrootte een goede balans tussen taaiheid en slijtvastheid. Boven CAI 2.0 wordt de slijtagesnelheid van hogere kobaltkwaliteiten oneconomisch, en de specificatie zou moeten verschuiven naar een lager kobaltgehalte, fijnere korrelkwaliteiten die de hardheid behouden ten koste van enige taaiheid. In formaties boven CAI 4.0 – extreem kwartsiet en sommige abrasieve conglomeraten – slijten zelfs hoogwaardige fijnkorrelige, laag-kobaltkwaliteiten snel, en wordt de vervangingsfrequentie van de wisselplaat eerder een projectplanningsfactor dan een vermijdbare kostenpost.
Wisselplaatgeometrie en het effect ervan op de snijprestaties
De geometrie van een TBM-wisselplaat van wolfraamcarbide (de profielvorm, de punthoek en de maatverhoudingen) bepaalt hoe deze in contact komt met de rotswand, hoe deze de spanning binnen het hardmetalen lichaam verdeelt en hoe de prestaties ervan evolueren naarmate de wisselplaat slijt. Optimalisatie van de geometrie is net zo belangrijk als de soortkeuze bij het maximaliseren van de levensduur van de wisselplaat en de snij-efficiëntie.
Halfronde knoopinzetstukken
Het halfbolvormige profiel is de meest voorkomende geometrie voor knopinzetstukken van sleepgereedschap in zachte tot middelharde grond. De afgeronde punt verdeelt de contactspanning gelijkmatig over een groot oppervlak, waardoor piekspanningsconcentraties worden verminderd die breuk zouden veroorzaken in een scherper profiel. Naarmate de halve bol slijt, evolueert de geometrie ervan geleidelijk. Een gedeeltelijk versleten halve bol is nog steeds een functioneel snijprofiel, wat betekent dat de wisselplaat een aanzienlijk deel van zijn volume blijft presteren voordat vervanging nodig is. De belangrijkste beperking van het halfbolvormige profiel in hard gesteente is dat er hogere penetratiekrachten nodig zijn om dezelfde indrukkingsdiepte te bereiken in vergelijking met scherpere profielen, wat de snijefficiëntie vermindert in formaties waar penetratiekracht de beperkende factor is.
Ballistische en conische profielen
Ballistische inzetstukken hebben een ogive-tipprofiel - afgerond aan de punt maar overgaand in een meer cilindrisch lichaam onder een steilere hoek dan een halve bol. Deze geometrie concentreert de contactspanning effectiever dan een halve bol, waardoor de penetratie in harder gesteente bij dezelfde uitgeoefende kracht wordt verbeterd, maar het is gevoeliger voor breuken als het lateraal wordt geraakt of wordt gebruikt in formaties met harde insluitsels. Conische inzetstukken met een gedefinieerde punthoek vergroten het voordeel van de penetratie-efficiëntie nog verder, maar zijn de meest breukgevoelige standaardprofielen. Conische en ballistische TBM-carbide wisselplaten worden doorgaans gespecificeerd voor formaties waarbij snijefficiëntie de prioriteit heeft en impactbelasting voorspelbaar en beheersbaar is.
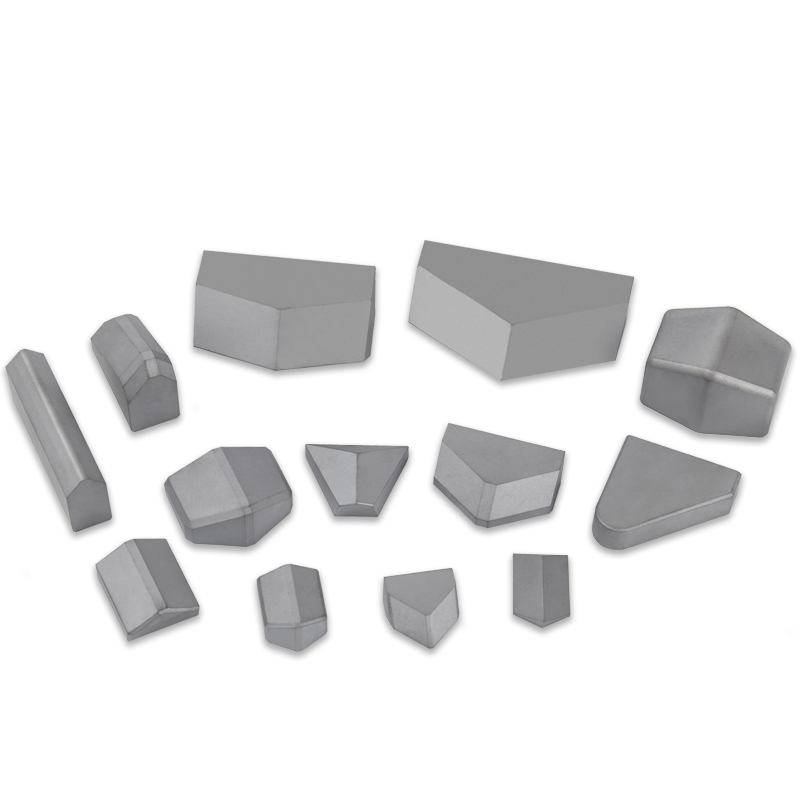
Beitel- en wigprofielen
Beitelprofielinzetstukken vormen een lineaire snijrand in plaats van een puntcontact met de rotswand. Deze geometrie is effectief voor het knippen en schrapen van zachte tot middelmatige formaties en wordt vaak gebruikt in posities voor maatfrezen en profielfrezen waar een gedefinieerde snijgeometrie nodig is. De beitelrand slijt snel plat onder schurende omstandigheden, waardoor het snijmechanisme overgaat van knippen naar ploegen – een aanzienlijke prestatieverandering die de vereiste snijkracht vergroot en meer warmte genereert aan het wisselplaatvlak. Het monitoren van de slijtage van beitelinzetstukken en het vervangen op of vóór de vlakke slijtagedrempel is daarom tijdkritischer dan bij knopinzetgeometrieën.

Draagmechanismen en hoe u ze kunt herkennen
Het identificeren van het specifieke slijtagemechanisme dat van invloed is op TBM-carbide wisselplaten in het veld is het startpunt voor het diagnosticeren of de huidige wisselplaatspecificatie geschikt is voor de bodemomstandigheden en of ingrepen – soortverandering, geometrieverandering, aanpassing van bedrijfsparameters – waarschijnlijk de prestaties zullen verbeteren. De belangrijkste slijtagemodi zien er verschillend uit en hebben verschillende oorzaken.
- Slijtage (vlakke slijtage): Geleidelijke verwijdering van carbidemateriaal van het oppervlak van de wisselplaattip door harde minerale korrels in het gesteente, waardoor een glad, vlak of gefacetteerd versleten oppervlak ontstaat. Dit is de verwachte slijtage in schuurformaties en geeft aan dat de wisselplaat hardmetaalvolume verbruikt met een snelheid die wordt bepaald door de abrasiviteit van het gesteente en de hardheid van de hardmetaalsoort. Als de vlakke slijtage hoger is dan verwacht, overweeg dan om over te schakelen naar een lagere kobaltkwaliteit met fijnere korrels, maar zorg ervoor dat de taaiheid voldoende blijft voor de aanwezige impactomstandigheden.
- Chippen en microbreuk: Kleinschalige breuk van de hardmetalen punt, zichtbaar als onregelmatige randbreuken of putjes in de oppervlaktetextuur. Afbrokkelen geeft doorgaans aan dat de huidige kwaliteit te hard en broos is voor de aanwezige impactomstandigheden; het hardmetaal breekt voordat het bindmiddel kan vervormen en de impactenergie kan absorberen. Deze slijtage komt vaak voor wanneer een kwaliteit met een laag kobaltgehalte, gespecificeerd voor schurende omstandigheden, onverwachte harde insluitsels of breukzones tegenkomt. De oplossing is meestal het verhogen van het kobaltgehalte of de korrelgrootte om de taaiheid te verbeteren.
- Bruto breuk: Catastrofale breuk van het inzetstuklichaam, waarbij een aanzienlijk deel of het gehele inzetstuk boven de montageschacht verloren gaat. Deze storingsmodus duidt op ernstige overbelasting – meestal door een botsing met onverwacht harde rotsblokken, plotselinge veranderingen in de sterkte van de formatie of een onjuiste montage van de wisselplaat, waardoor spanningsconcentraties op de wisselplaatbasis ontstaan. Een grove breuk vernietigt de wisselplaat onmiddellijk en kan de gereedschapsbody beschadigen, waardoor dit een dure faalwijze is die moet worden vermeden.
- Thermisch kraken: Een netwerk van oppervlaktescheuren die uitstralen vanaf de punt van het inzetstuk, ook wel 'heat checking' genoemd. Dit gebeurt wanneer wrijvingswarmte op het snijvlak snelle thermische cycli veroorzaakt die de thermische vermoeiingsweerstand van het carbide overschrijden. Thermisch scheuren komt vaker voor bij droge snijomstandigheden, wat wijst op een onvoldoende afgifte van koelwater aan het gereedschapsvlak, of wanneer de penetratiesnelheid erg hoog is, waardoor aanhoudende wrijvingswarmte ontstaat. Het verbeteren van de koelwatertoevoer en het herzien van de snijparameters zijn de belangrijkste reacties op thermisch kraken.
- Uitloging van kobaltbindmiddel: In zuur grondwater of chemisch agressieve porievloeistoffen kan het kobaltbindmiddel in de carbidematrix selectief worden opgelost, waardoor een verzwakt carbideskelet achterblijft dat zeer gevoelig is voor breuken. Deze faalwijze is herkenbaar aan een poreuze, grijze oppervlaktetextuur op het inzetstuk en wordt bevestigd door chemische analyse van het grondwater. Nikkel- of nikkel-chroomgebonden hardmetaalsoorten bieden een aanzienlijk betere corrosieweerstand in zure omstandigheden en moeten worden gespecificeerd wanneer uitloging van bindmiddel een bekend of vermoed risico is.
Installatie-, inspectie- en vervangingspraktijken
De prestaties van wolfraamcarbide wisselplaten tijdens gebruik worden aanzienlijk beïnvloed door de kwaliteit van de installatie, de frequentie en strengheid van de inspecties tijdens het tunnelen, en de criteria die worden gebruikt om vervanging te bewerkstelligen. Slechte praktijk op elk van deze gebieden verkort de levensduur van de wisselplaat en verhoogt de gereedschapskosten per meter, ongeacht hoe goed de hardmetaalkwaliteit is gespecificeerd.
Installatievereisten
Inzetstukken met perspassing moeten worden geïnstalleerd met de juiste perspassing tussen de wisselplaatschacht en de voorbereide zitting in het gereedschapslichaam. Door te weinig interferentie kan de wisselplaat gaan draaien of loskomen onder de snijkrachten, waardoor de slijtage wordt versneld en uiteindelijk tot wisselplaatverlies kan leiden; te veel interferentie veroorzaakt bij installatie trekspanning in de hardmetalen schacht, waardoor scheuren kunnen ontstaan die zich tijdens het gebruik kunnen voortplanten tot breuken. Fabrikanten specificeren de vereiste perspassing voor elke combinatie van wisselplaatdiameter en huismateriaal. Deze specificaties moeten nauwkeurig worden gevolgd, waarbij de afmetingen van de zitting vóór installatie moeten worden geverifieerd door middel van meting. Voor gesoldeerde inzetstukken is de juiste selectie van een soldeerlegering, toepassing van vloeimiddel en controle van de dikte van de hardsoldeerverbinding vereist om de verbindingssterkte te bereiken die nodig is om snijkrachten te weerstaan zonder dat het carbide naast het soldeervlak barst.
Protocollen voor inspectie tijdens gebruik
De inspectie-intervallen van de TBM-maaikoppen variëren afhankelijk van de bodemgesteldheid en projectvereisten, maar vinden doorgaans elke 300-600 meter voortgang plaats in middelharde grond en vaker in zeer schurende formaties. Tijdens elke inspectie moet elke wisselplaatpositie visueel worden onderzocht op de hierboven beschreven slijtagemodi, en de slijtagediepte van de wisselplaat moet op representatieve posities worden gemeten met behulp van een dieptemeter. Voeg slijtagekaarten toe, waarbij de slijtage op elke positie op de messenkooi gedurende opeenvolgende inspectie-intervallen wordt geregistreerd, waardoor posities met abnormaal hoge slijtage kunnen worden geïdentificeerd die kunnen wijzen op plaatselijke formatieveranderingen, problemen met de afgifte van koelwater of een onbalans in de rotatie van de messenkooi die onderzoek vereist.
Vervangingscriteria
Wisselplaten moeten worden vervangen voordat ze zo verslijten dat het stalen gereedschapslichaam contact begint te maken met de rotswand. Op dat punt slijt het gereedschapslichaam snel en zijn de kosten voor het vervangen van het gereedschapslichaam veel groter dan de besparing door het maximaliseren van de looptijd van de wisselplaat. Typische vervangingscriteria voor knoopinzetstukken specificeren een maximale vlakke slijtagediameter van 60-70% van de oorspronkelijke wisselplaatdiameter, waarboven de slijtagesnelheid niet-lineair versnelt en het risico op grove breuk aanzienlijk toeneemt. Bij schijffrezen wordt de slijtage van de ring gemonitord door de vermindering van de ringdiameter ten opzichte van de oorspronkelijke specificatie te meten, waarbij vervanging doorgaans wordt geactiveerd bij een slijtagelimiet van 5-10 mm diametervermindering, afhankelijk van het ringontwerp.
Sleutelfactoren bij de aanschaf van TBM-hardmetalen wisselplaten
Bij de aanschaf van wolfraamcarbide wisselplaten voor tunnelboormachines zijn technische, commerciële en logistieke overwegingen betrokken die specifiek zijn voor de ondergrondse bouwomgeving. De gevolgen van het specificeren van het verkeerde product of het opraken van de voorraad halverwege de rit zijn ernstig genoeg om de inkoopbeslissing aanzienlijk meer consequenties te geven dan bij de meeste industriële verbruiksartikelen.
- Vraag materiaalcertificeringen en kwaliteitsgegevensbladen aan. Elke gerenommeerde leverancier van hardmetalen wisselplaten moet voor elke productiebatch materiaaltestcertificaten overleggen die de hardheid (HRA of HV30), dwarsbreuksterkte, dichtheid en kobaltgehalte bevestigen. Controleer of de geleverde kwaliteit overeenkomt met de specificatie en dat de consistentie tussen batches behouden blijft. Variatie in kwaliteit tussen batches is een bekend kwaliteitsprobleem bij sommige fabrikanten die aan de basiszijde van de markt opereren.
- Bevestig dimensionale toleranties aan de hand van de specificaties van uw gereedschapslichaam. Toleranties voor de diameter van de wisselplaatschacht voor perspassingtoepassingen liggen doorgaans tussen ±0,01 en 0,02 mm. Vraag dimensionale inspectierapporten aan waarin wordt bevestigd dat de geleverde inzetstukken voldoen aan de gespecificeerde tolerantieband; inzetstukken die buiten de tolerantie vallen, kunnen niet visueel worden gedetecteerd en zullen installatieproblemen of voortijdig defect raken tijdens gebruik veroorzaken.
- Zorg voor voldoende veiligheidsvoorraad gedurende de looptijd van het project. TBM-aandrijvingen in schurende grond verbruiken wisselplaten snel; verbruikscijfers van enkele honderden wisselplaten per week zijn niet ongebruikelijk bij zeer schurende graniet- of kwartsietaandrijvingen. Stel een verbruiksprognose op op basis van de verwachte abrasiviteit van de formatie, de geplande penetratiegraad en het ontwerp van de snijkop, en de veiligheidsvoorraad van de omvang om ten minste vier tot zes weken aan voorspeld verbruik op de projectlocatie te dekken. Verstoringen van de supply chain tijdens een actieve TBM-drive hebben een directe en onmiddellijke impact op de projectplanning.
- Houd rekening met de totale eigendomskosten in plaats van de eenheidsprijs. Een hardmetalen wisselplaat die 20% meer kost maar 50% langer meegaat in een bepaalde formatie, verlaagt de gereedschapskosten per meter voortgang met ongeveer 25%, terwijl ook de arbeidskosten van inspectie- en vervangingsinterventies worden verlaagd. Het evalueren van wisselplaatleveranciers op basis van prestatiegegevens over de kosten per meter van vergelijkbare projecten in plaats van alleen de eenheidsprijs levert consequent betere projectresultaten op. Dit is de aanpak die door ervaren TBM-aannemers wereldwijd wordt gebruikt.
- Schakel technische ondersteuning van leveranciers in voor nieuwe of uitdagende formaties. Wanneer de geologie van het project formaties omvat die buiten de standaard categorieën harde rotsen of zachte grond vallen – zeer gebroken gesteente, chemisch agressief grondwater, extreme abrasiviteit of gemengd oppervlak met grote rotsblokken – werk dan samen met het technische team van de wisselplaatleverancier om de wisselplaatspecificatie te ontwikkelen en te valideren voordat de rit begint. De kosten van een technische beoordeling voorafgaand aan het project zijn verwaarloosbaar vergeleken met de kosten van het ontdekken van een ontoereikende specificatie door voortijdig falen van de wisselplaat tijdens een live rit.
Onze producten //
Gerelateerde producten



Als u geïnteresseerd bent in onze producten, neem dan contact met ons op
