
NL
Alles wat u moet weten over hardmetalen steenboorgereedschappen
Industrie nieuws-Rotsboorgereedschappen van wolfraamcarbide vormen de ruggengraat van moderne booroperaties in de mijnbouw, de bouw, steengroeven en geotechnisch werk. Of u nu door graniet schiet in een dagbouwmijn of funderingen verankert in harde kalksteen, de prestaties van uw boor hangen vrijwel volledig af van de kwaliteit en het ontwerp van het hardmetalen gereedschap op het snijvlak. In deze gids wordt alles uiteengezet wat u praktisch moet weten, van hoe deze tools werken tot hoe u de juiste kiest en deze langer kunt laten werken.
Wat wolfraamcarbide tot het juiste materiaal maakt voor het boren in rotsen
Wolfraamcarbide (WC) is een composietmateriaal dat wordt gemaakt door deeltjes van wolfraamcarbide te sinteren met een metalen bindmiddel, meestal kobalt. Het resultaat is een uitzonderlijk hard materiaal met een Vickers-hardheid variërend van 1.400 tot 1.800 HV, waardoor het veel harder is dan staal en toch voldoende taaiheid behoudt om de herhaalde schokbelastingen te absorberen die het boren van rotsen vereist.
Wat wolfraamcarbide onderscheidt van andere harde materialen is de combinatie van eigenschappen. Zuiver keramiek is harder maar te bros voor klopboren. Gereedschapsstaal is taaier, maar slijt veel te snel tegen schurend gesteente. Carbide biedt het evenwicht dat praktisch boren vereist: het is bestand tegen schurende slijtage, kan goed omgaan met drukbelastingen en kan nauwkeurig worden geslepen tot specifieke geometrieën die geschikt zijn voor verschillende soorten gesteente en boormethoden.
Het gehalte aan kobaltbindmiddel is een van de belangrijkste variabelen bij de carbideformulering. Een hoger kobaltpercentage (12–16%) verhoogt de taaiheid en slagvastheid, waardoor het geschikt is voor gebroken of heterogeen gesteente. Een lager kobaltgehalte (6–8%) levert een hardere, slijtvastere kwaliteit op die geschikt is voor homogene, zeer schurende formaties zoals kwartsiet of zandsteen. Het kiezen van de verkeerde kwaliteit voor uw formatie is een veelvoorkomende oorzaak van voortijdig defect raken van gereedschap.
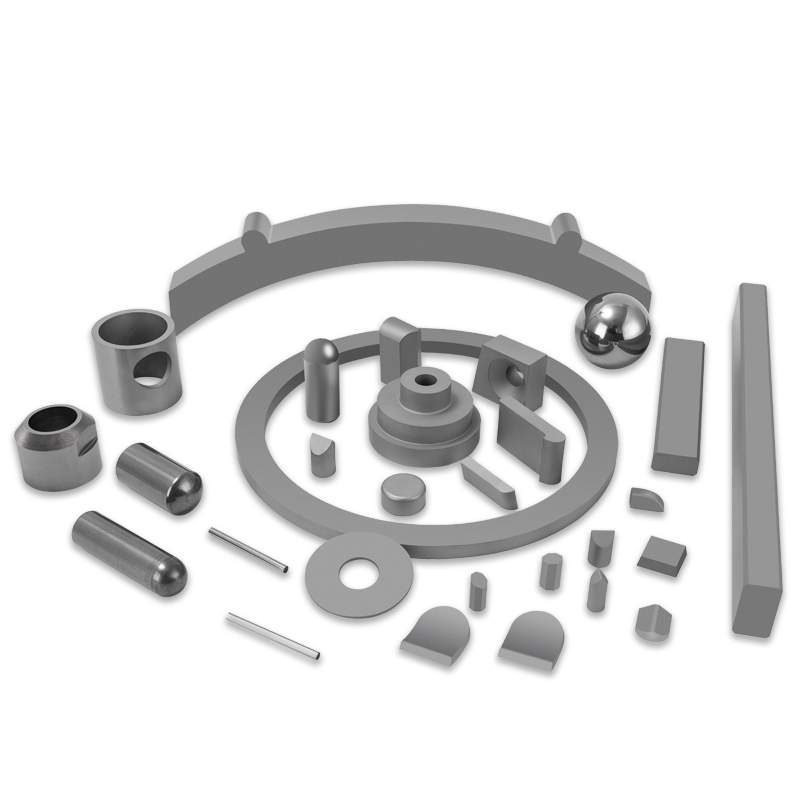
Belangrijkste soorten hardmetalen boorgereedschappen
De term "steenboorgereedschappen van wolfraamcarbide" omvat een brede familie van producten. Het begrijpen van het specifieke gereedschapstype voor uw toepassing is de eerste stap naar efficiënt boren.
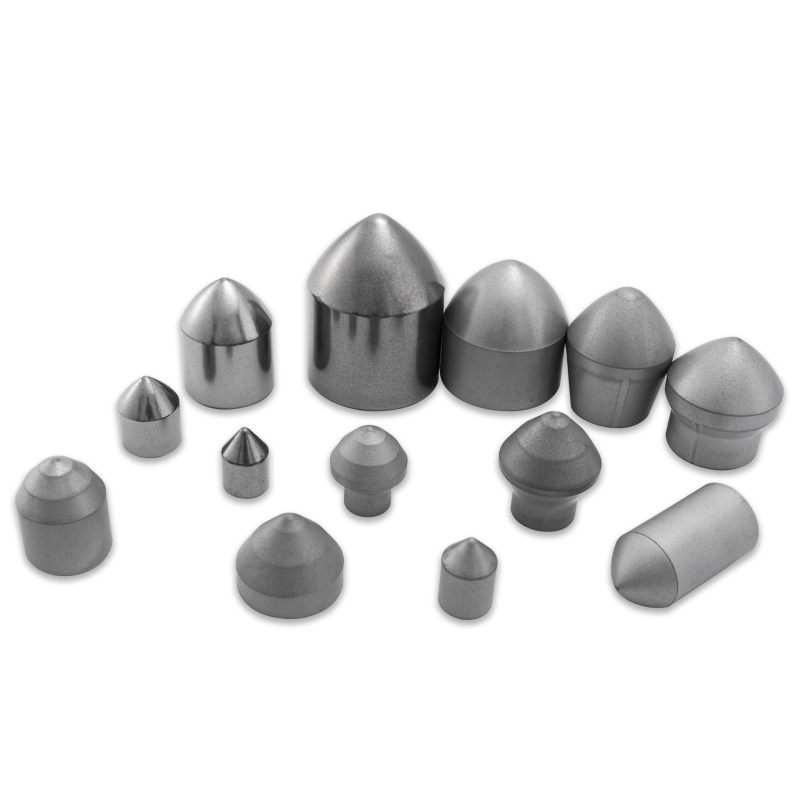
Knopbits
Knoopbits zijn het meest gebruikte hardmetalen boorgereedschap in bovengrondse en ondergrondse mijnbouw. Sferische of ballistisch gevormde hardmetalen wisselplaten worden met een perspassing in een stalen behuizing geperst in een patroon dat is ontworpen om het volledige boorvlak te bedekken. Knopbits worden gebruikt in roterende slagboorsystemen en zijn verkrijgbaar in vlakke, convexe (koepel) en concave configuraties, elk geschikt voor verschillende rotsomstandigheden.
- Bolvormige knoppen: Beste voor harde, schurende stenen; maximale slijtvastheid.
- Ballistische (parabolische) knoppen: betere penetratiesnelheid in middelhard gesteente; aanbevolen wanneer ROP een prioriteit is.
- Eivormige knoppen: een compromis tussen ballistisch en bolvormig, gebruikelijk in formaties met gemengde hardheid.
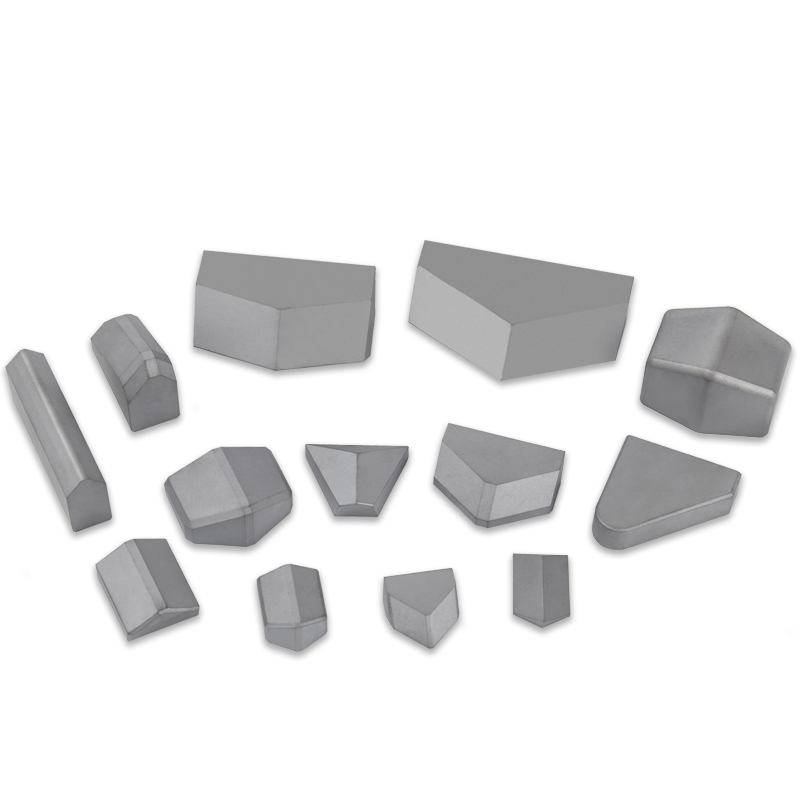
Cross-bits en X-bits
Kruisbits zijn voorzien van vier hardmetalen vleugels, gerangschikt in een kruis- of X-patroon, gesoldeerd in een stalen behuizing. Ze worden vaak gebruikt bij lichte slagboringen, zoals jacklegboren en drifterboren in zachtere tot middelharde rotsen. Cross-bits zijn eenvoudiger te vervaardigen en te herslijpen, waardoor ze economisch geschikt zijn voor toepassingen waarbij de vormingsomstandigheden relatief consistent zijn. Ze slijten echter sneller dan knoopbits in zeer schurende formaties.
Beitelbeitels
Beitelbits gebruiken een enkel hardmetalen inzetstuk of een hardgesoldeerde hardmetalen strip in een lineaire snijconfiguratie. Ze worden voornamelijk gebruikt voor handbediende slagboormachines met een kleinere diameter, het boren van bouwankers en het secundair breken. Door hun eenvoudige geometrie zijn ze goedkoop en gemakkelijk opnieuw te slijpen, hoewel ze beperkt zijn tot zachter gesteente en kleinere gatdiameters.
Tricone rolbits met hardmetalen inzetstukken
Bij roterend boren voor grote schietgaten en olie- en gastoepassingen gebruiken tricone-bits inzetstukken van wolfraamcarbide die in de stalen tanden van roterende kegels worden gedrukt. Terwijl de kegels over de rotswand rollen, verpletteren en versnipperen de inzetstukken de formatie. De geometrie van de wisselplaat varieert van stompe halfronde vormen voor hard gesteente tot langwerpige beitelvormen voor zachte formaties. Dit zijn dure gereedschappen, maar bieden uitstekende penetratiegraden bij roterende toepassingen met grote diameter.
DTH-hamerbits (Down-The-Hole).
DTH-bits zijn een gespecialiseerd type knopbit, ontworpen voor gebruik met down-the-hole hamersystemen, waarbij het percussiemechanisme langs de boorkolom beweegt en de bit rechtstreeks op de rotswand slaat. Dit minimaliseert energieverlies en maakt DTH-boren uitzonderlijk efficiënt voor diepe gaten en harde rotsen. De hardmetalen knopindeling en de gezichtsgeometrie van DTH-bits zijn speciaal ontworpen voor de hoogfrequente, hoogenergetische impact van hamerbediening.
Hoe u het juiste hardmetalen boorgereedschap kiest
Bij het selecteren van het juiste hardmetalen boorgereedschap moeten de eigenschappen van het gereedschap worden afgestemd op vier belangrijke variabelen: steentype, boormethode, gatdiameter en operationele omstandigheden. Als deze match goed is, heeft dit direct invloed op de penetratiegraad, standtijd en de kosten per geboorde meter.
| Rotssoort | Aanbevolen gereedschapstype | Carbide kwaliteit |
| Zacht (kalksteen, steenkool, schalie) | Beitelbit of kruisbit | Hoog kobalt (harde kwaliteit) |
| Medium (graniet, basalt) | Knoopbit (ballistische inzetstukken) | Medium kobalt (gebalanceerde kwaliteit) |
| Hard en schurend (kwartsiet, vuursteen) | Knoopbit (bolvormige inzetstukken) of DTH-bit | Laag kobalt (slijtvaste kwaliteit) |
| Gebroken / variabele formatie | Kruisbit of robuust knoopbit | Hoog kobalt (slagvast) |
| Diepgat roterend (grote diameter) | Tricone rolbit met hardmetalen inzetstukken | Afgestemd op de formatiehardheid |
Naast het gesteentetype, moet u ook rekening houden met het boorsysteem dat u gebruikt. Roterend slagboren (bovenhamer) presteert het beste met standaard boorkronen op diepten tot 30–40 meter. DTH-systemen nemen het over voor diepere gaten waar de energieoverdracht via lange staafstrengen anders de efficiëntie zou verminderen. Zuiver roterende systemen vereisen inzetbits of sleepbits, afhankelijk van de druksterkte van de formatie.

Belangrijke kwaliteitsindicatoren bij het evalueren van hardmetalen boorgereedschappen
Niet allemaal hardmetalen boorgereedschap voor steenboren zijn gelijk geschapen. Bij het vergelijken van producten van verschillende fabrikanten of het aanschaffen van nieuwe gereedschappen zijn dit de kwaliteitsindicatoren die er het meest toe doen:
- Carbide korrelgrootte: Fijnkorrelig hardmetaal (submicron) zorgt voor een hogere hardheid en slijtvastheid. Grovere korrelstructuren verbeteren de taaiheid, maar gaan ten koste van de slijtvastheid.
- Tolerantie voor inperspassing: Voor knoopbits is de nauwe passing tussen het inzetstuk en het stalen lichaam van cruciaal belang. Een losse pasvorm veroorzaakt verlies van het inzetstuk; een te strakke pasvorm veroorzaakt scheuren in het hardmetaal tijdens het persen.
- Kwaliteit stalen behuizing: Het stalen boorlichaam moet sterk genoeg zijn om weerstand te bieden aan vermoeiingsscheuren bij herhaalde schokken. Laaggelegeerde staalsoorten die na bewerking zijn gehard, presteren beter dan lichamen van zacht staal wat betreft de levensduur.
- Consistentie van geometrie invoegen: Wisselplaten moeten een uniforme geometrie en oppervlakteafwerking hebben. Inconsistenties in de hoogte of positie van de knopen zorgen voor een ongelijkmatige belasting over het slagvlak en versnellen de slijtage van blootliggende inzetstukken.
- Ontwerp spoelgat: Adequate en goed gepositioneerde spoelkanalen in het boorvlak zijn essentieel om het snijwerk schoon te maken en het hardmetaal te koelen. Geblokkeerde of te kleine spoelpoorten verminderen de penetratiesnelheid en verhogen de hittegerelateerde carbideafbraak.
Hoe u de levensduur van uw hardmetalen boorgereedschap kunt verlengen
Gereedschappen voor het boren van wolfraamcarbide vertegenwoordigen een aanzienlijk deel van de kosten van boorbenodigdheden. Gedisciplineerd gereedschapsbeheer en operationele praktijken kunnen de levensduur dramatisch verlengen en de kosten per meter verlagen.
Knopbits opnieuw slijpen volgens schema
Het herslijpen van knoopbits is een van de meest kosteneffectieve praktijken in het beheer van hardmetalen gereedschappen. Naarmate knopen slijten, ontwikkelen ze platte slijtvlakken aan de bovenkant die de penetratiesnelheid verminderen en de energie-input per geboorde meter verhogen. Naslijpen herstelt het oorspronkelijke knoopprofiel voordat de slijtvlakken te groot worden. De vuistregel is om te herslijpen wanneer de diameter van het slijtagevlak 30-40% van de knopdiameter bereikt. Als u te lang wacht, betekent dit dat er meer carbide moet worden verwijderd per maalcyclus, waardoor het totale aantal maalcycli voordat de bit wordt buiten gebruik gesteld, wordt verkort.
Matching van voedingskracht en impactenergie aan formatie
Het uitvoeren van overmatige voedingskracht of slagdruk in zacht gesteente is een veelvoorkomende oorzaak van carbidescheuren en wisselplaatverlies. Het hardmetaal is ontworpen om gesteente door impact te verpletteren. Als de penetratie te snel is om de stekken weg te spoelen, kan de boor terugtrekken en de spanning concentreren op individuele wisselplaten. Zorg ervoor dat de voeding, de rotatiesnelheid en de slagenergie overeenkomen met de druksterkte van de formatie. De meeste fabrikanten van boorinstallaties bieden aanbevolen bedrijfsparameters voor specifieke rotsklassen.
Zorg voor voldoende spoeling
Onvoldoende spoelen is verantwoordelijk voor een aanzienlijk deel van de voortijdige defecten aan hardmetaalgereedschap. Stekken die niet worden geëvacueerd, nestelen zich in de bodem van het gat en veroorzaken het opnieuw slijpen van de steenslag tegen het boorvlak, waardoor de slijtage wordt versneld. Voor het spoelen met lucht moet een minimale luchtsnelheid in het boorgat van 15–20 m/s worden aangehouden. Zorg bij het spoelen met water of schuim voor voldoende debiet voor de gatdiameter die wordt geboord. Inspecteer en reinig de spoelpoorten van de bits regelmatig; zelfs een gedeeltelijke verstopping vermindert de spoeleffectiviteit aanzienlijk.
Correcte opslag en behandeling
Wolfraamcarbide is hard, maar niet immuun voor schade door schokken. Als u bits op harde oppervlakken laat vallen of ze los in bakken opbergt waar ze tegen elkaar botsen, worden de hardmetalen wisselplaten afgebroken voordat ze zelfs maar in gebruik worden genomen. Bewaar bits verticaal in speciale rekken of in beschermde containers met verdelers. Transport van en naar het boorvlak in gereedschapstassen in plaats van los in een gereedschapskist.
Veelvoorkomende faalmodi en wat ze u vertellen
Het onderzoeken van versleten of defecte hardmetalen boorgereedschappen vertelt u veel over de vraag of de gereedschapskeuze, booropstelling of operationele praktijken moeten veranderen. Hier zijn de meest voorkomende faalpatronen en hun oorzaken:
- Gelijkmatige slijtage over alle knopen: Normale slijtage door schuren: het gereedschap is op de juiste manier gebruikt. Ga verder met herslijpen.
- Gebarsten of kapotte knoppen: Duidt meestal op overmatige impactenergie voor de formatie, verkeerde hardmetaalkwaliteit (te bros) of boren in een lege ruimte of breukzone. Overweeg om over te stappen op een hardere hardmetaalsoort.
- Knopverlies (lege stopcontacten): Veroorzaakt door onvoldoende perspassing, vermoeiingsscheuren in de stalen mof of blokkeergebeurtenissen waardoor inzetstukken onder zijdelingse kracht naar buiten worden getrokken. Inspecteer het stalen lichaam op barsten in de socket.
- Ongelijkmatige slijtage (maatknoppen sneller versleten): Vaak als het gat te groot is, waardoor het bit kan afdrijven en de meterknoppen onevenredig worden belast. Controleer de uitlijning en de staat van de stabilisator.
- Warmtecontrole of barsten in het oppervlak van knoppen: Geeft thermische vermoeidheid aan als gevolg van onvoldoende spoeling. Het carbide raakt oververhit en scheurt door snelle temperatuurwisselingen. Verbeter de spoelstroom en controleer op geblokkeerde poorten.
- Erosie of wash-out van het stalen lichaam: Spoelmedium snijdt rechtstreeks in het staal rond hardmetalen wisselplaten. Veroorzaakt door recirculerende schurende deeltjes. Controleer de positie van de spoelpoort en de afvoer van het maaisel.
Industrietoepassingen waarbij hardmetalen boorgereedschappen van cruciaal belang zijn
Wolfraamcarbide boorpunten en wisselplaten worden in een breed scala van industrieën gebruikt, elk met specifieke vereisten die van invloed zijn op het gereedschapsontwerp en de materiaalkeuze.
- Oppervlaktemijnbouw en steengroeven: Knoopbits met een grote diameter en DTH-bits worden gebruikt voor het boren van boorgaten in open putten. Boordiameters variëren doorgaans van 89 mm tot 311 mm, en de standtijd wordt gemeten in meters per bit, wat rechtstreeks verband houdt met de straalkosten per ton.
- Ondergrondse hardsteenmijnbouw: Knopbits en kruisbits met een kleinere diameter worden gebruikt bij drift-, stop- en productieboringen. Ondergrondse omstandigheden zorgen voor extra complexiteit: beperkte toegang, beperkte ventilatie en de noodzaak voor snelle bitwissels verhogen de waarde van duurzamere hardmetalen gereedschappen.
- Civiele bouw en tunnelbouw: Hardmetalen boren worden gebruikt voor het plaatsen van rotsbouten, voorgesplitst boren en verkennend boren vóór tunnelvlakken. De betrouwbaarheid van gereedschap is vooral belangrijk in deze toepassingen waarbij onverwachte uitval van apparatuur de projectplanning en de veiligheid van werknemers beïnvloedt.
- Waterputten en geothermische boringen: DTH-hamerbeitels met hardmetalen inzetstukken worden veel gebruikt voor het boren van waterputten door harde rotsformaties. Deze toepassingen vereisen een hoge meteropbrengst per bit en betrouwbare prestaties in variërende formaties zonder frequente bitwisselingen.
- Olie- en gasexploratie: Tricone bits met wolfraamcarbide inzetstukken boren door harde en schurende formaties in olie- en gasbronnen. Bij deze toepassingen zijn de bitkosten een ondergeschikte factor in vergelijking met de boortijdkosten per dag, waardoor de kwaliteit van de hardmetalen wisselplaten en de duurzaamheid van de bits voorop staan.
Waar u op moet letten bij het aanschaffen van hardmetalen steenboorgereedschappen
De wereldmarkt voor hardmetalen boorgereedschappen varieert van vooraanstaande Europese en Noord-Amerikaanse fabrikanten tot een breed scala aan Aziatische leveranciers. Prijsverschillen zijn aanzienlijk, maar de kosten per geboorde meter (niet de aankoopprijs) zijn de juiste maatstaf voor het evalueren van de gereedschapswaarde.
Vraag bij het beoordelen van leveranciers naar gecertificeerde hardmetaalspecificaties, waaronder korrelgrootte, kobaltgehalte, hardheid (HRA of HV) en dwarsbreuksterkte (TRS). Gerenommeerde fabrikanten bieden deze waarden en kunnen specifieke kwaliteiten voor uw formatie aanbevelen. Vraag veldtestgegevens of referenties op van activiteiten in vergelijkbare geologische omstandigheden. Een bit dat 20% meer kost, maar 50% meer meters per bit boort, levert duidelijke waarde op – maar u hebt de gegevens nodig om die bewering te verifiëren voordat u zich aan een leverancier verbindt.
Denk ook aan after-salesondersteuning: beschikbaarheid van herslijpdiensten of -apparatuur, levertijden voor vervangend gereedschap en technische ondersteuning voor het oplossen van storingsmodi. Activiteiten op afgelegen locaties profiteren vooral van leveranciers met regionale voorraden en snelle logistiek, omdat stilstand van de boor tijdens het wachten op gereedschap veel meer kan kosten dan enige besparing op de bitprijs.
Onze producten //
Gerelateerde producten



Als u geïnteresseerd bent in onze producten, neem dan contact met ons op
